



分析瓦楞纸板粘接的相关因素及生产速度和温度
文章作者:大光纸箱包装发布时间:2019-03-31 14:41:00浏览次数:
导读:瓦楞纸板的粘结强度是检验瓦楞纸板物理性能的重要指标。瓦楞纸板的粘接过程包含着复杂的物理和化学变化,这不仅取决于胶粘剂的质量,还取决于各种条件的变化。胶粘剂的理化指标包括粘度、PH值、糊化温度和固体含量。这些指标的变化直接影响瓦楞纸板的粘结强度。虽然有其他因素影响粘结强度,但胶粘剂本身的质量是主要因素。因此,在胶粘剂的生产中,应做好以下几个方面的工作:
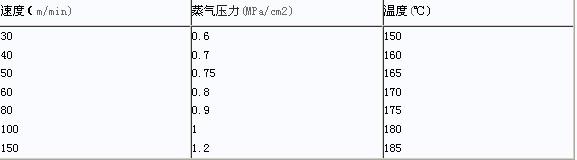
图1
1. 原材料和辅料的质量应得到保证。
2. 喂料时准确测量各种原辅料。
3.尽量使用优质的水质
4. 保证生产环境和现场温度适宜
5. 确保适当的粘度
6. 确保适当的浓度
7. 成品胶中没有沉淀。
8. 成品胶在贮存和使用过程中粘度变化不大。
9. 确保生产过程中良好的初始粘度和渗透率
根据以上原则,在生产胶粘剂时,严格按照操作规程和工艺要求,考虑各种因素的影响,确保瓦楞纸板的粘接效果。
瓦楞纸与面纸之间的粘结应具有良好的附着力,在高温烘烤后可迅速糊化。纸和粘合剂粘得很牢。用专用设备及附件剥离时,应撕破纸张纤维,不得撕破粘合剂。
单面瓦楞纸机所用粘合剂在制备过程中主要控制粘合剂的固含量、糊化温度和粘度。
固体含量是指胶粘剂中淀粉、烧碱、生胶专用干燥剂和硼砂的含量。它主要指淀粉的量,淀粉的含量越多,固体含量越高。调整橡胶辊在使用过程中的间隙,可以提高速度,增加产量,方便干燥。粘结剂的固含量约为粘结剂总量的20%。
胶凝温度是指粘结剂在生长成熟过程中的临界温度。当粘结剂的糊化温度较低时,生产过程中消耗的热量较少,从而可以提高车辆的速度。
粘度是指胶粘剂在生产和使用过程中的流动能力。我们需要低粘度的粘合剂,事实上,为了在使用中有良好的流动性。它可以提高初始粘性力。制浆是控制胶粘剂粘度的关键。首先,搅拌时间要严格控制。当搅拌时间不够时,胶粘剂粘度不稳定。其次,要控制好烧碱等原料的比例。只有正确把握胶粘剂的固体含量、糊化温度与粘度之间的关系,才能生产出优质的胶粘剂,从而保证在生产过程中具有良好的附着力。
在生产过程中,淀粉胶的粘度与温度和烧碱的用量成正比。在使用过程中,淀粉胶的粘度与温度和搅拌速度成反比。为了避免胶水在使用过程中粘度下降过快,可以尽量减小胶体循环和温度升高(例如循环系统的齿轮泵可以用气泵代替,大循环可以用单循环代替)。
1. 单面机和三层生产线用胶粘剂的粘度应控制在20-50秒内。
2. 五层、七层生产线用胶粘剂粘度控制在:50-90秒。特殊情况下,胶粘剂粘度应按要求进行调整。
瓦楞纸板生产线速度、蒸汽压力与温度的关系(如图1所示)
图1
如果单侧瓦楞机车速度过快,应考虑瓦楞波峰上的胶合量。此时要求胶水的固含量要高,否则会影响胶水的粘接效果。
单面瓦楞机车的低速运行会增加瓦楞波峰的粘接量。同时,由于速度慢,温度高,胶水会过早固化,失去良好的粘接效果,甚至会用手一划就粘好。
高速行驶的双面机车会减少瓦楞纸板上瓦楞纸峰的粘接量。同时,由于机车超速行驶,热耗增加,温度降低,胶凝性不佳,导致粘接不良。
以上就是常州纸箱厂为大家总结的瓦楞纸板粘接的相关因素及生产速度和温度。
以上就是常州纸箱厂为大家总结的瓦楞纸板粘接的相关因素及生产速度和温度。
相关文章
- 检验纸箱时的几种标准2019-01-25
- 纸箱厂商浅谈纸箱包装印刷在颜色方面有...2019-03-11
- 如何控制瓦楞纸箱的含水量?2019-01-25
- 在进行纸箱机械保养时候应分为三个阶段2019-01-25
- 国内必须加快建设废纸箱回收体系2019-01-25
- 在印刷流程中几种提高晒版质量的方法和技巧2019-01-25
- 纸箱包装机械业潜力大 纸箱厂的数量日...2019-01-25
- 常州纸箱厂家简析如何购买优质瓦楞纸箱2019-02-23
- 瓦楞纸箱包装厂为您介绍静电植绒转移印花2019-03-20
- 包装厂简述礼品包装盒有哪些制作工序2019-09-05


